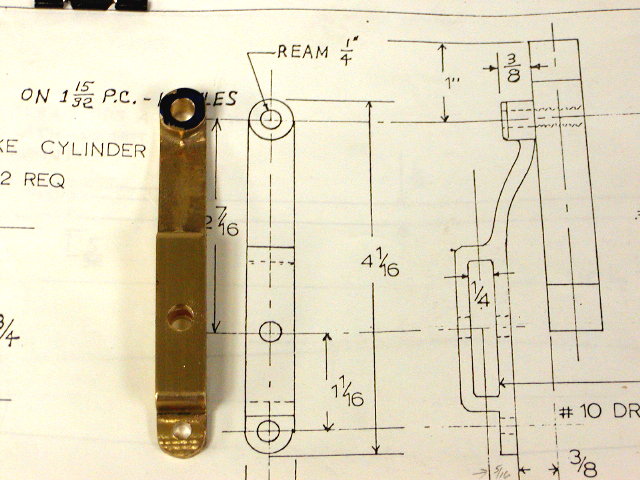
The Number 2 Hanger with most of the mill work done.
The Number 2 Hanger with most of the mill work done.
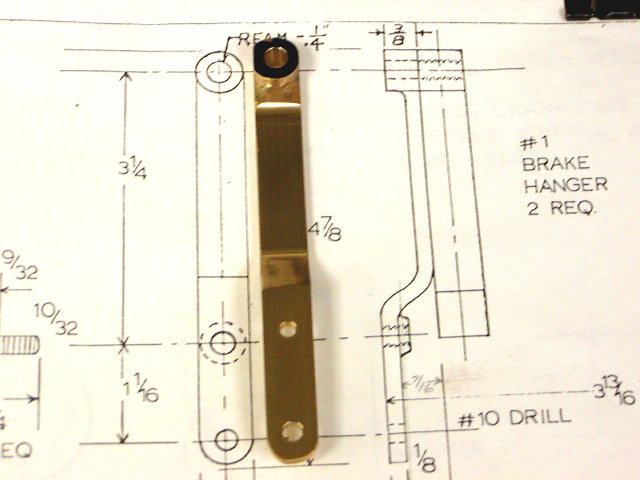
The Number 1 Hanger with mill work done.
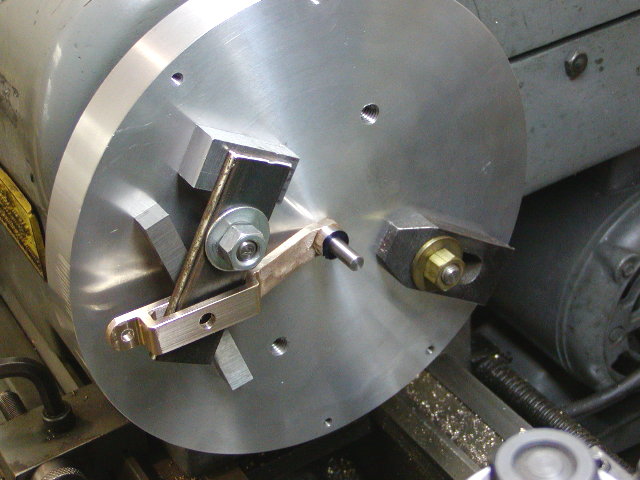
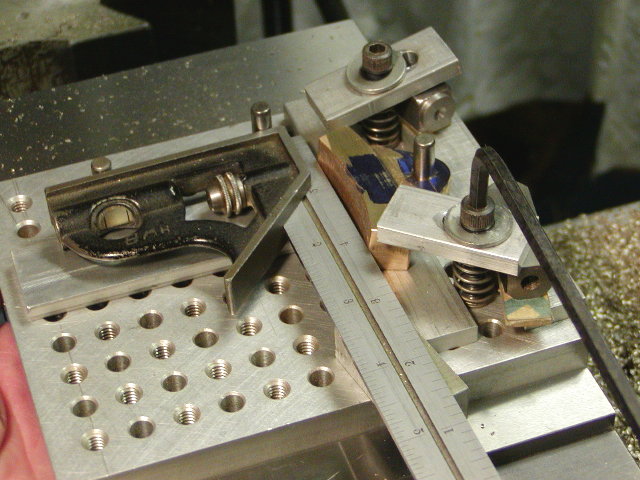
Number 2 Hanger set up on faceplate fixture to machine boss. Note clamp for balance.
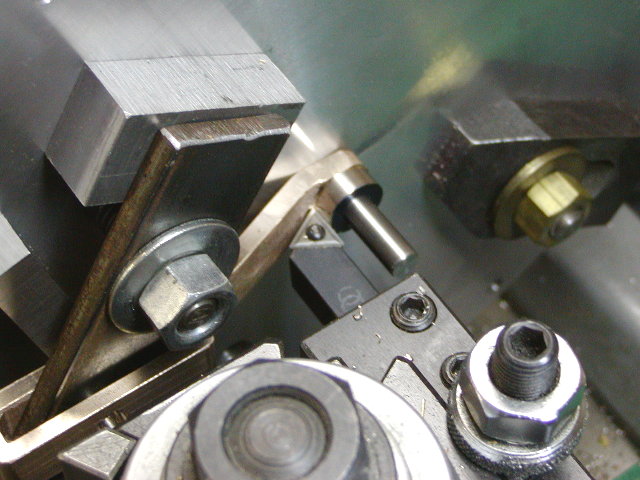
Close-up of tool set up.
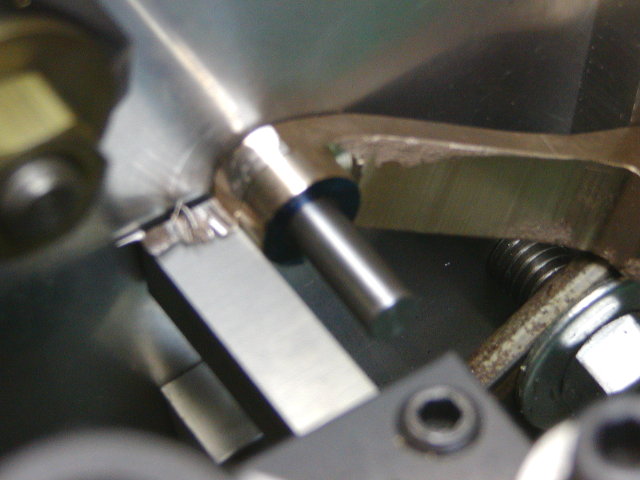
Using blank tool bit to hand machine the rest of the boss.

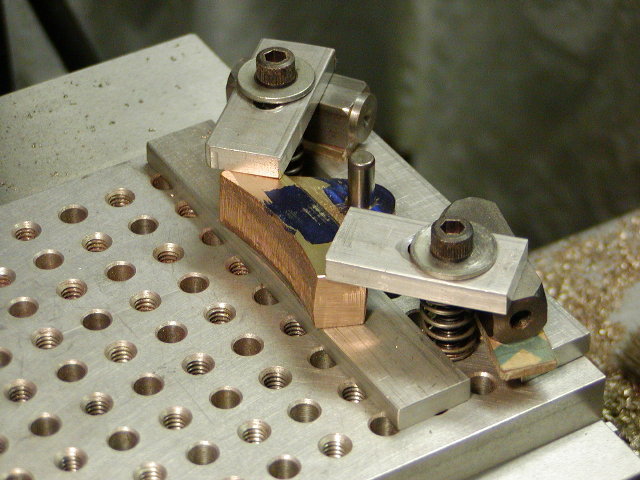
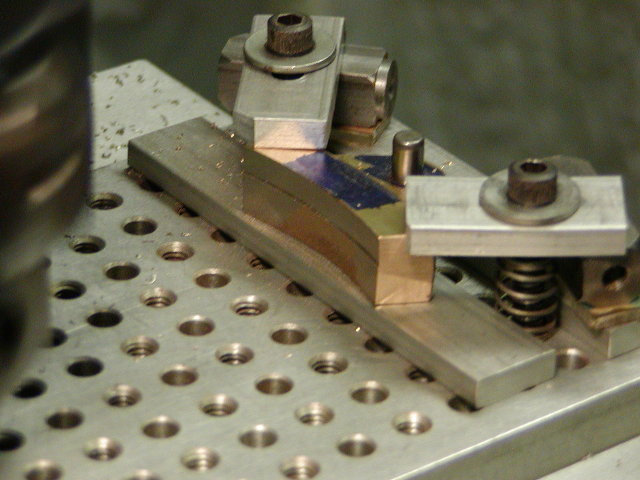
Using a 1/2" dia. bearing as a filing button for the bottom radius.

Another view of above. It worked very well.

Brake shoe set up on a universal fixture plate to drill the pin hole.
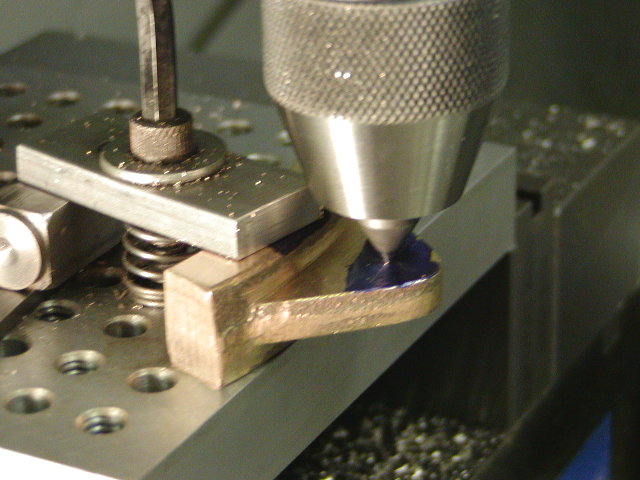
Using a sharp pinter to locate the punch mark for drilling.
Setting up the shoe for milling the face with a boring head.
A few cuts at .010" ea. and the shoe has the 4" radius
cut on the face. However, it does not have the 2.5 degree taper that the
drivers have. I am depending on wear to provide that over time. I have
heard some concerns about excessive wear on the cast iron drivers because
of the lack of taper. I'll have to keep this in mind and perhaps remachine
them, maybe with the fixture set on a taper.